

















Отправить на почту
пн-пт 8:00-18:00
mail@impulse.su
Статьи
02-11-2011
Нет времени читать?Категория:
Гидромолоты и пикиСовременные ремонтные работы в коммунальном хозяйстве, строительные и дорожностроительные работы, работы в карьерах, не возможно представить без применения гидромолотов различных типов и размеров. Применяемый на них инструмент подвергается интенсивному абразивному износу и поэтому требуется его регулярная замена. Предприятие ООО Технопарк «Импульс» со второй половины девяностых годов прошлого столетия по настоящее время, производит пики для гидромолотов всех известных производителей как серийно так и на заказ, с реальным соотношением цены к качеству и номенклатурой более семисот видов. С первых экземпляров ведётся постоянная работа по совершенствованию конструкции, технологических процессов, подбору новых материалов с целью увеличения рабочего ресурса инструмента. В период с конца девяностых и начала нового столетия, большие проблемы возникали из-за нестабильного качества металлопроката. В качестве примера можно рассмотреть имевший место факт, когда четыре единицы инструмента, сделанные из одной партии проката, после термообработки, показали разные результаты:






Для решения возникшей проблемы были приняты решительные действия по поиску изготовителей и поставщиков проката, отвечающего требуемым характеристикам. Проделанная рабата дала положительные результаты — найдены надёжные поставщики, работающие с теми производителями чья продукция имеет стабильное качество. Отработана чёткая последовательность получения, хранения и использования проката. Введена внутренняя таблица цветной маркировки материала. При нарезании заготовок от каждой единицы проката берётся образец для проведения спектрального анализа химсостава стали.
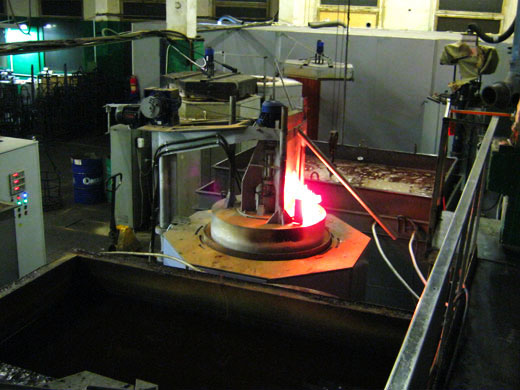
Изготовление инструмента происходит на станках с числовым программным управлением, обеспечивающих требуемое качество и производительность. Процесс термической обработки инструмента управляется компьютером. Исполнение режимов фиксируется графически. Проверка твёрдости осуществляется, на каждом изделии, в нескольких точках по длине инструмента.
Пройдя дробемётную очистку поверхности от окалины, инструмент поступает на малярный участок, где он окрашивается и на его поверхность наносится необходимая информация в виде наклеек. Преодалён нелёгкий путь от недоверия к признанию, которое стало результатом целенаправленной политики руководства предприятия на достижение максимального результата, в котором качеству продукции отведено решаюшее значение.


Вы можете задать специалистам компании Технопарк «Импульс» любой интересующий вас вопрос